“LOG”就是我们生产出来的产品的品牌.可以是单一的字组成;可以是图案组成;也可以由字与图案一起组成。一种是我们用模具生产出来的,通过模具上加工的字体生产出来的“LOG”,从而表现在产品上。
而用模具直接生产出来的“LOG”,模具上有把做“LOG”字体做成一体的。一般做成一体的不允许替换的,是因为品牌的专利限制.另一种是在已经生产出来的产品上表面进行的“LOG”后加工处理.这两种方式加工出来的“LOG”,相比较而言,用模具生产出来的“LOG”一般位置都是固定不变的,除非是设变模具后位置有所变动,产品上的“LOG”颜色与产品的颜色是一致的。
而在产品上后加工“LOG”位置是可以变动的,客户可以任意选择自己喜欢的位置加工,颜色与图案也是多种多样的,使得产品外观表面更加漂亮、生动。
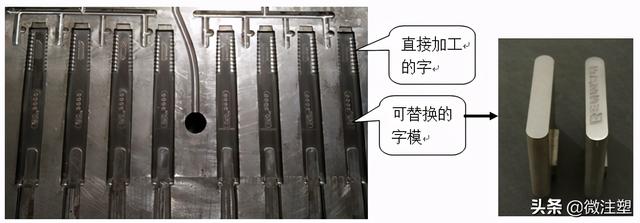
一、产品的“LOG”直接在模具上生产出来。
1、利用加工中心机或雕刻机在电极上加工“LOG” 字体,然后对模仁或入子上进行放电加工。电极上一般成“凸”字,放电加工后在模仁上成“凹”字,最终经过模具成型后成“凸”字。而五金冲压模与塑胶模正好是相反的,冲模冲头上的字模是“凸”字,冲出来的产品都是“凹”字。
2、利用加工中心机或雕刻机直接在模仁或入子上加工出“LOG”(针对材质较软的模具)
3、利用化学腐蚀蚀刻技术加工。
4、利用激光蚀刻技术加工。

二、产品上进行的“LOG”处理.
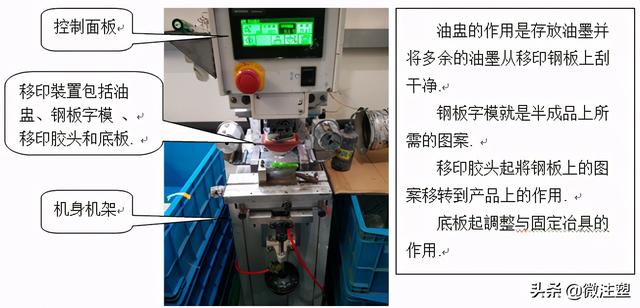
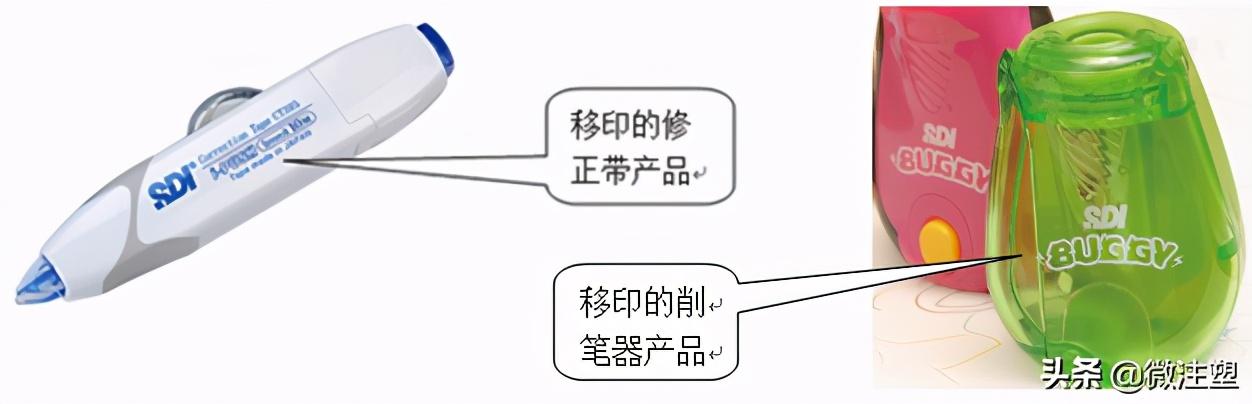
1、移印技术
移印是一种间接的可凹胶头印刷技术,目前已成为各种物体表面印刷和装饰的一种主要方法.如塑胶、玩具、玻璃、金属、陶瓷、电子等.
移印的原理是把所需印刷的图案先利用照像制版的方法,把钢板制成凹版再经由特制乳胶印头转印在被印物上,并且可依产品的材质不同,调制专用的油墨,以使品质得到保证。
在移印过程中,主要的不良表现为字体缺少或模糊、油墨色差,字体缺少主要是由移印胶头上有脏物、钢板字模上有锈斑产生的。字体模糊主要是油盅未能把钢板上的油墨刮干净、調配的油墨太稀薄或移印后的产品油墨未干,放入周转箱内用舒美布或报纸隔离时造成的。而油墨色差主要是调配油墨配比不一致而产生的。
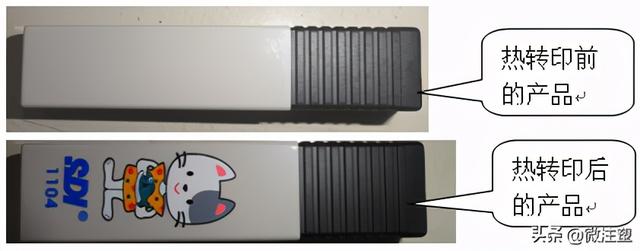
2、热转印技术
热转印:是通过热转印机一次加工(加热加压)将转印膜上的图案转印到产品上,使图案牢固印在承印物上的过程。一般多用于ABS与PP材料上.
在热转印过程中,转印膜质量的好差、转印时间的长短、转印温度的高低、机台下压力量的大小都会影响到转印后的产品品质,主要的不良表现为字体、图案缺少或图案折皱。字体、图案缺少是因为转印时间的过短、转印温度的过低、机台下压力量的过小造成的。
图案折皱是因为转印时间的过长、转印温度的过高、机台下压力量的过大,还有就是转印膜未放平转印滚轮就开始加压辗压而造成的。

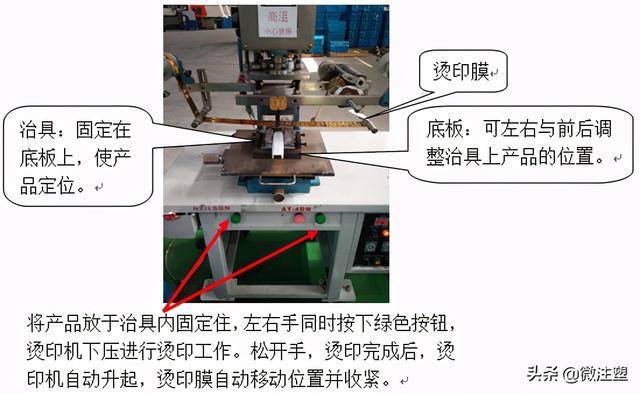
3、烫印技术
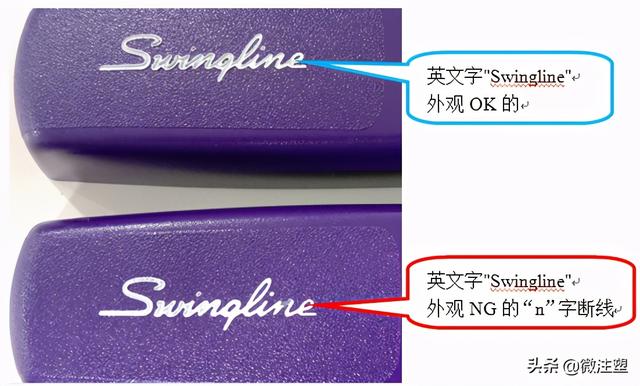
烫印:是通过烫印机对烫印头(凸字)加热后,再经过烫印膜加压到产品上.产品上会呈现出烫印头上的字样(凹字),且产品上的颜色可根据膜的颜色选择。(烫金色的就用金色的膜,烫白色就白色的膜……)在烫印过程中,烫印膜质量的好差、烫印时间的长短、烫印温度的高低、机台下压力量的大小都会影响到烫印后的产品品质,主要表现为断线、字体太粗。
断线就是指“LOG” 字体及图案的缺损。是因为烫印时间过短、烫印温度过低、机台下压力量过小造成的,字体太粗是因为机台下压力量过大造成的。


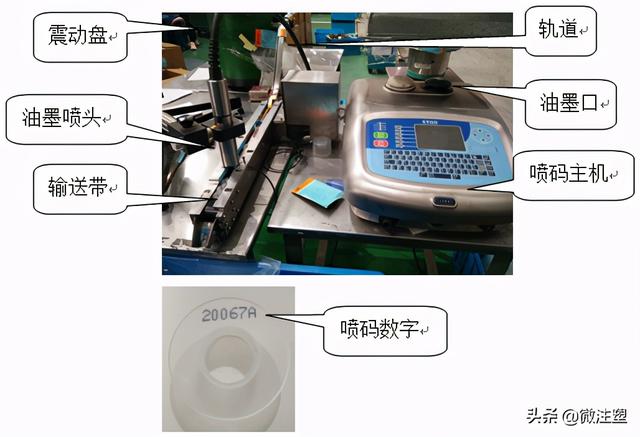
4、喷码技术
喷码:通过喷码机主机内部设定字体或图形后,产品经过震动盘,有序进入轨道至输送带上,再经过油墨喷头,最后使产品上获得的图案或字码的一种技术。我司这一款喷码机仅可以喷黑色数字、中文及英文的字体而已,用于识别产品批次号。
当然市场上有喷图案的,它们之间的原理是一样的。喷码机可经过更换不同颜色的油墨得到不同颜色的产品“LOG”。
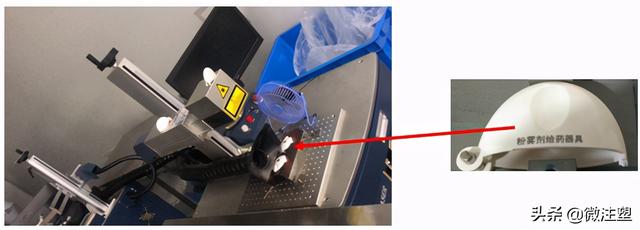
5、光纤激光打标机
激光打标:是用激光束在各种不同的物质表面打上永久的标记,优点:具有打标速度快,对工件表面没有损伤、打标图案精细的特点。
缺点:只可以打出黑色的字或图案,颜色比较单一。
可在部分金属材料和非金属材料上打标,主要适用于对光滑度、精细度要求较高的领域,如电子产品、五金洁具、钟表、首饰、IC、塑胶按键灯表面进行图文标记。
将产品放入治具内,保持固定不动后。脚踏下接触器开关,激光在产品上留下电脑中设定的字样或图形。
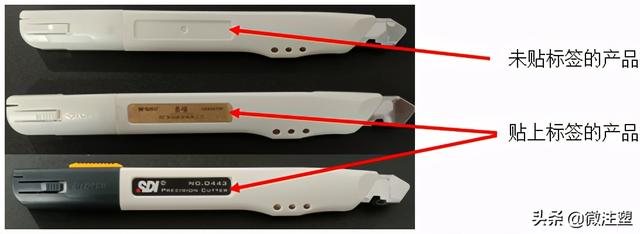
6、贴带有“LOG”的标签
在产品上手工或采用自动贴标机自动贴标的方式贴上带有粘性的“LOG”的标签。随着自动化程度的提高及追求效益的同时,自动贴标机实 现了替代人工贴标。
为了满足市场日异不断的变化需求,现代化的科学技术也在日新月异 地发展,依靠新产品的研发以及产品的外观加工,走上多元化的道路。就如我司的文具用品而言,不仅仅是给用户以外观上的吸引,更多的是品质的可靠、值得信赖。只有这样企业才会更具市场、更具竞争力!
本文作者:微注塑特约作者 瞿春雷
本文为微注塑原创文章,未经许可,任何人或组织不得复制、转载、摘编或以其他任何形式的商业应用!版权所有,侵权必究!
)


(Java、前缀树))


)


)


)


)

)

