一、錾削
用锤子打击錾子对金属工件进行切削加工

1.錾削工具
(1)錾子

錾子的种类及用途

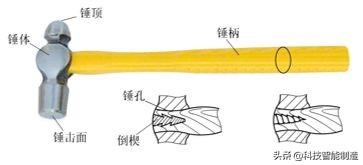
(2)锤子
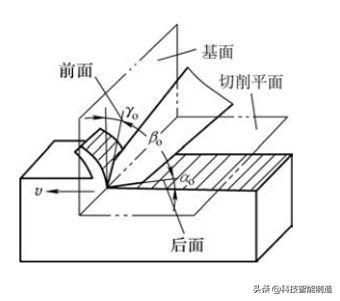
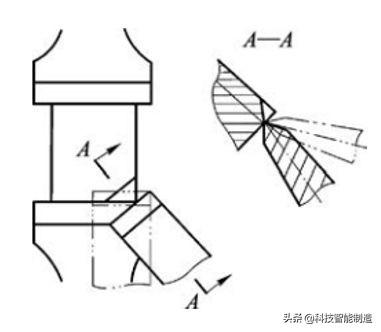
2.錾削时的几何角度
(1)楔角(βo)
錾削硬度较高材料: βo=60°~70°
錾削软材料:βo=30°~50°
錾削中等硬度材料:βo=50°~60°
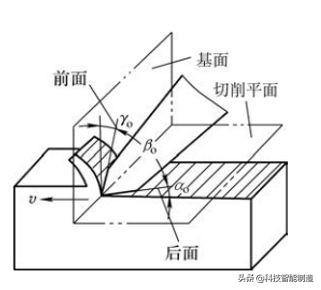
錾子前面与后面之间的夹角
(2)后角(αo)
錾子后面与切削平面之间的夹角
αo =5°~8°
(3)前角(γo)
錾子前面与基面之间的夹角
βo+αo+γo=90°
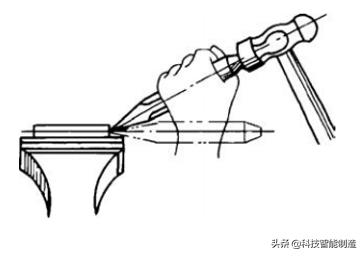
3.錾削操作方法
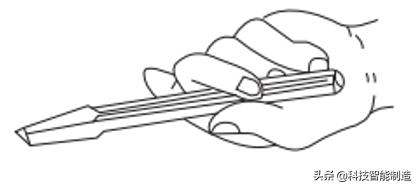
(1)錾子的握法
1)正握法

2)反握法
(2)锤子的握法
1)紧握法

2)松握法

(3)站立位置
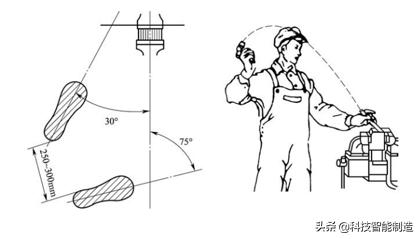
(4)挥锤方法

4.錾削时的注意事项
(1)工件夹持要牢固,工件尽量装夹在钳口的中间位置,必要时在工件下面垫一木块
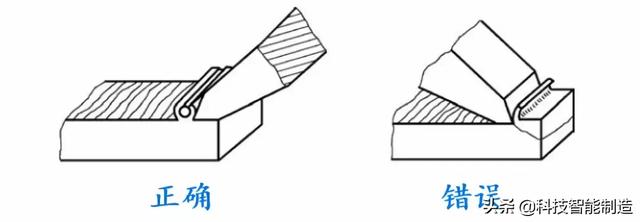
(2)錾削平面时,应从工件的边缘尖角处轻轻地起錾,将錾子头部向下倾斜,先錾出一小斜面,再将錾子逐渐放正进行分层錾削
(3)錾槽时必须从正面起錾将錾子切削刃抵紧起錾位置,錾子头部向下倾斜,待錾出一小斜面后,再按正常角度进行錾削
(4)当錾削距尽头约10mm时,调头錾去余下部分
二、锯削
用手锯对材料或工件进行切断或切槽

1.锯削工具(手锯)
(1)锯弓

(2)锯条
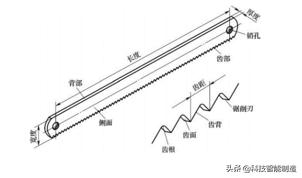
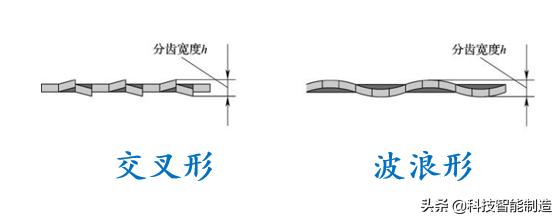
2.锯条的安装
齿面朝前,松紧适当

3.锯条的选择
(1)锯削软材料或切面较大的工件:
选用齿距较大的锯条
(2)锯削硬材料或切面较小的工件:
选用齿距较小的锯条
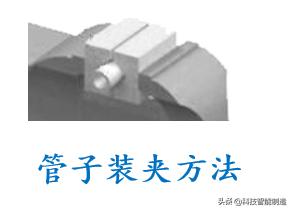
(3)削管子或薄板材料:
选用齿距小的锯条
4.锯削操作方法
(1)手锯的握法

(2)锯削姿势
站立及锯削动作与锉削基本相同。在锯削回程时,不要向下施加压力,仅靠手锯的自重将手锯拖回到初始位置即可,以免锯齿的加速磨损
5.锯削时的注意事项
(1)工件夹持要牢靠,同时应防止工件被夹变形或夹坏已加工表面
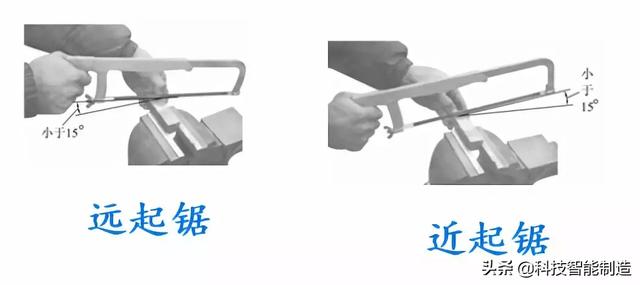
(2)起锯方法应正确
(3)锯削压力和速度应适当,锯削速度40次/min



















