1.1 为什么采用机器视觉
人眼与机器视觉对比
| 人眼 | 机器视觉 | |
|---|---|---|
| 精确性 | 差,64灰度级,不能分辨小于100微米的目标 | 强,256灰度级,可检测微米级目标 |
| 速度 | 慢,无法看清间隔小于40毫秒的运动目标 | 快,快门时间可达10微秒 |
| 适应性 | 弱,很多环境对人体有害 | 强,对环境适应性强(适应高震动,高噪音等环境) |
| 客观性 | 低,数据无法量化 | 高,数据可量化,并在生产中生成报表 |
| 重复性 | 弱,易疲劳 | 强,可持续不间断24小时工作 |
| 可靠性 | 容易受主观情绪影响 | 客观,检测效果稳定可靠 |
| 效率 | 效率低 | 效率高,是人工的数倍 |
| 成本 | 人力和管理成本不断上升 | 一次性投入,成本不断降低 |
机器视觉的优点
- 在高速、高精、超时、微距等人眼受限的场景下,机器视觉检测精度高、一致性好,建立在客观分析和推理的基础上,有效避免了人工检测带来的主观性和个体差异性
- 检测速度快、节约成本,短期投入大、但长期使用平均成本却低于人工检测。随着相关技术的不断发展,检测速度提高迅速,成本不断下降
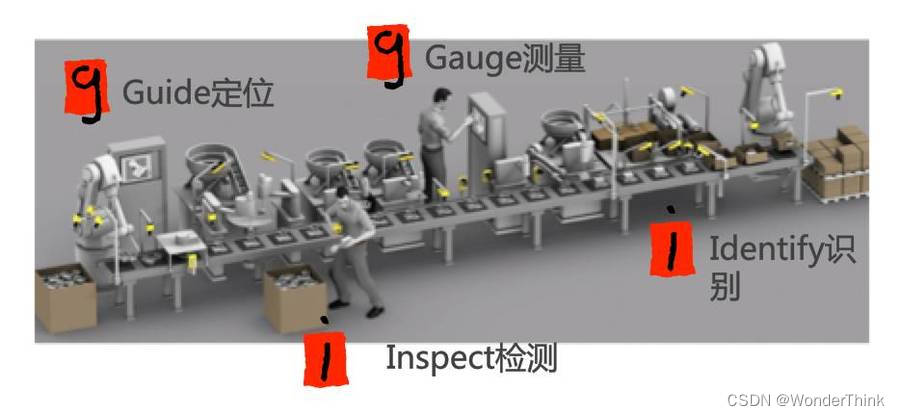
1.2 机器视觉主要应用
识别: 识别包括有无、颜色、字符/条码/二维码识别,主要通过甄别目标物体的物体特征来进行判定。
定位: 定位功能是在识别出物体的基础上,经过测量准确的给出目标物体的坐标位置,引导机器人完成后续的加工、装配、搬运等一系列动作。
测量: 测量泛指利用被测物体特征进行全局或局部尺寸数据获取的应用,包括:长度、平行度、角度、圆弧长、圆直径、半径、点线距离、点点距离等等。
检测: 对目标物体的缺陷进行检出 。
1.3 机器视觉项目的关键因素
能不能做好机器视觉项目,总结了以下关键因素:
- 成像效果,需要突出目标的特征
- 能否达到检测精度
- 节拍速度
- 工件大小、工件检测位置是否一致、工件检测内容是否一致
- 能否解决很好的解决不容易处理的缺陷异常
- 能否处理不容易观察到的缺陷
- 不容易达到的精度
- 能否避开影响项(如飞虫、水渍等)
- 设备尺寸位置受限于现场情况






射频采样FMC+子卡模块)


)


)





)
)