原标题:高速线材厂轧钢工艺培训(活套)
活套
现代高速线材轧机为保证产品尺寸精度,采用微张力及无张力轧制,以消除轧制过程中各种动态干扰引起的张力波动和由此引起的轧件尺寸波动。由于精轧机组为集体传动,故精轧采用微张力轧制,其微张力值由固定速比和各架给定孔槽面积保证,速比不会因控制而改变,轧件面积将因来料面积波动而波动。为了减少张力变化引起的精轧机的轧件尺寸波动,在精轧机前的预精轧 、 中轧几机组常设若干个活套,以消除连轧各架的动态速度变化的干扰 、保证轧件精度。
活套定义及作用
通过自动控制系统调节相邻机架的速度使机架间产生“多余”轧件,该“多余”轧件在起套装置辅助下形成且能动态保持弧形的套状物,这个套状物就称为活套。活套控制功能适用于轧件断面小轧制速度较快的场合,能消除连轧机架的动态速度变化的干扰、保证轧件精度,活套可以实现无张力轧制。所谓无张力轧制即是在轧制过程中,机架间轧件不存在拉钢关系,是通过改变活套存储量来实现的。当相邻两机架间轧件受拉时,套量减小,可起缓冲作用,防止机架间产生张力,免使轧件断面拉缩,影响轧件尺寸的精度;另一方面吸收过量的轧件,防止堆钢而造成机架间的堆钢事故。但是活套的套量调节范围及套量的存储量是有限的,当相邻机架速度匹配不合理或其它原因而使起套量偏差太大,自动控制系统来不及或无法调节,就会引起堆钢。
活套由活套台、支撑辊、导槽、起套辊及活套扫描器等组成。支撑辊、起套辊起着对轧件的导向和支持作用。起套辊、转向导板均由气缸驱动,起套辊气缸由双电磁阀控制。
活套种类:下活套、侧活套、立活套。在高速线材轧机上,下活套通常用于中轧机组。
下活套的套量控制比较困难,因为下活套的光电扫描器工作环境恶劣,难以实现自动控制。
侧活套由水平活套台、推套器及进出口导向辊组成。推套器是由气缸操纵的导辊。精轧机前的侧活套不能自由脱套产生,而需要有一个轧机的速度变化 推套动作,扫描反馈的控制过程。
立活套是现代高速线材轧机的主要配套技术之一,用以使相邻机架间保持适当套量实现无张力轧制。在整个轧制过程中,从轧件在下一架轧机咬入后的起套,到后尾收套都由计算机控制。
活套控制的基本原理
活套是用来检测和调整相邻机架间速度关系从而实现无张力轧制的一种手段。活套控制是对相邻机架间金属秒流量差异进行测量的基础上进行的,金属秒流量差异导致机架间堆钢(或拉钢),轧件由起套辊引导使其形成活套。在线活套扫描仪可实时反馈实测活套高度,控制系统将实测活套高度与设定活套高度进行比较从而产生速度修正信号,调整上游机架速度以维持活套高度(活套量)在给定值上不变,从而实现其前后机架间正确的速度配合。当上游道次金属秒流量小于下游道次金属秒流量时,套量就渐渐减少,套高降低;金属秒流量相等时则套高不变。活套控制就是通过改变与活套相关机架速度来实现的。变速度差控制为套量控制(△v一△H),基本过程是头部起套一中间稳定为设定套量一尾部收套。活套扫描器测量出套高实际值,并与套量设定值进行比较,然后根据其偏差值作为活套调节器的修正信号,调整上游机架的速度。当由于外界条件引起活套大小改变而使活套偏离设定套位时,实际套量不等于设定套量,活套调节器便有输出,通过速度调节系改变活套上游机架速度,并逆向级联调节上游所有机架速度,这种调节会因每一条钢而有所不同,直到稳定为止。
活套的控制过程
起套
以14一15机架间立活套为例,其它活套类似。当14 机架活套扫描器检测到轧件头部并延时t1秒,自动控制系统送一个起套信号给电磁阀,起套延时t1秒的确定(以14 到l5 机架的距离除以14 机架出口速度得到时间,来考虑气缸动作延时)应保证轧件刚好咬入l5 机架时,起套辊刚好启动。当起套辊启动后,活套上游的14 机架升速使14 、l5 之间生“多余”轧件以生成活套,起套过程结束后,14 机架恢复设定值。根据电机的动态特性,当轧件刚咬入l5机架时,电机会产生一个动态速降,但是控制系统预先给l5 机架以2~4%的动态速降补偿,可以保证不会因动态速降而使刚咬入时产生太多“多余”轧件,即起始套高度为0,这一点可以从不投入活套仍能平稳咬入得到确认。
稳定调节
起套完成后,即进入活套稳定控制阶段。根据活套扫描仪得到不断变化的套量,通过电控脉冲信号不断地传递给电控系统,系统按逆向级联控制的方向调整相邻上游14 机架的速度,这就相当于连续地修正上游相邻14机架的速度来保证活套的高度与设定值一致。活套调节是为了补偿轧件尺寸或温度变化而引起的套量变化。操作人员也要密切关注活套的远行情况,当活套高度超过允许最大高度或者存在严重拉钢的情况下,因超出活套自动控制调整范围,自动控制失效,应及时采取手动控制,以保证生产的安全进行。
收套阶段
当轧件尾部到13机架 (咬钢)信号,即进入收套阶段。仍然采用一个延时t2,自动控制系统送一个落套信号给电磁阀,落套延时t2,t2的确定(以13到l4机架的距离除以13 机架出口速度得到时间t2,来考虑气缸动作延时),应保证轧件刚好出l4机架时,起套辊刚好落下。为了安全收套并防止突然收套可能引起的甩尾,在收套阶段,要降低14 机架的速度以配合起套高度在轧件出14 机架降到0。起套辊不能落套过早,如果落套过早会使轧件在活套台处产生堆钢或甩尾,落套也不能太迟,如果太迟,下一轧件到来之前还未完全落套就会造成冲钢。
活套套形分析
在生产过程中,活套可能形成4种套形,如图所示。
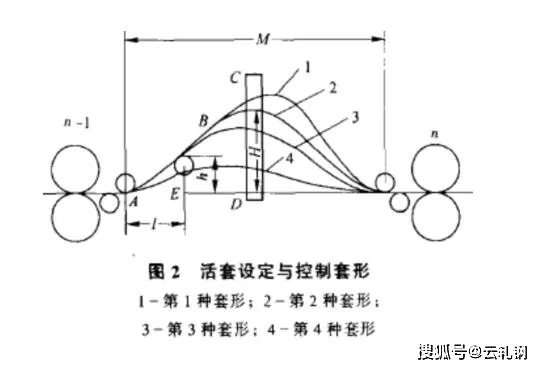
(1)第1种套形是由于活套起套高度设定过大,轧件易在下一机架前产生堆钢及甩尾现象,不易控制。
(2)第4种套形是由于活套起套高度设定过小,轧件对起套辊压力较大,易导致套辊磨损快,机械故障多;另一方面轧件未能实现机架问无张力轧制,对红坯料形控制波动大。
(3)第2种套形是活套起套高度设定恰当,活套辊工作正常,轧件能实现机架间无张力轧制,对红坯料形控制较好,但如遇起套辊收套不及时,也易造成甩尾现象。
(4)第3种套形是活套起套高度设定略小,但活套辊能正常工作,轧件也能实现机架间无张力轧制,对红坯料形控制较好,不易造成甩尾现象。
因此,可根据设备和工艺条件选择第2、第3种套形。
活套事故分析
在实际生产中发现有多种原因引起活套不稳定或堆钢。
1) 活套起套辊不起套,原因可能有以下几种:
· 活套扫描器有故障,不能检测;
· 活套扫描器受震动,没对准检测口;
· 活套扫描器镜头脏,检测不稳;
· 冷却水太大或天冷雾气大,影响扫描器的检测灵敏度;
· 电气线路接触不良及其它原因引起断路,起套信号送不到电磁阀;
· 电磁阀线包烧坏,阀不能动作;
· 电磁阀阀芯堵塞,阀不能动作;
· 气源未打开或气管破损;
· 气缸或起套辊机械卡死。
2) 活套起套辊不落套原因可能为:
· 上游机架的上游机架信号错误;
· 电磁阀线包烧坏,阀不能动作;
· 气缸或起套辊机械突然卡死。
3) 活套区常堆钢现象分析:
活套起套后时序紊乱,不能正常落套,下一钢坯钻人起套辊造成堆钢。解决办法,加强现场检测元件维护,确保检测信号的准确,注意保持最佳出钢节奏。
水平活套处堆钢。因水平活套处两相连机架间距很大,起套过早容易飞钢,过晚又易产生张力,所以要注意起落套的设置。精轧前水平活套处常因换辊后精轧咬钢困难,加之19机架动态速降补偿时间过长而引起堆钢。解决办法是调整19机架动态速降补偿参数,控制出钢节奏,同时要注意水平活套套台冷却及禁止碎断钢头带人套台。
4) 活套套量不稳。
一般情况下,调试好的活套都是较稳定的。如果有不稳定现象发生不要轻易通过修改活套高度给定或升降相邻上游机架转速的方法来使活套稳定下来。活套的稳定性与有关机架速度控制系统动态特性及粗、中轧堆拉关系,活套区工艺调整有关。正常情况下,对于同一轧件由头部到尾部活套允许有±15mm的高度变化。
可能引起活套不稳定的几个因素:
电气原因
活套扫描器检测信号不稳,镜头脏,冷却水及雾气太大,检测口 化铁皮较多,均易导致信号时有时无,影响活套控制。
机械原因
如果支撑辊、起套辊轴承烧毁,转动不灵活造成磨损不均及卡死,会引活套不稳;起套辊或支撑辊偏心引起套量波动,这种波动一般从形成活套后开始就出现波动一直延续到落套。
工艺原因
导卫安装不当或辊缝设置不当也会引起的活套不稳。
轧件温度变化导致套量波动,这种波动一般出现在轧件尾部或中部以后,操作人员应该及时通知加热炉,以保证钢温的正常。
头部起套太高。一种可能是椭圆孔压下太多,轧件与下道圆孔型进口导轮不匹配,轧件阻力太大;另一可能性是轧件头,尾部与中部尺
偏差太大。
更多精彩内容,尽在【云轧钢】公众号。返回搜狐,查看更多
责任编辑:

-盛最多水的容器)










)


![[转]Oh My Zsh,安装,主题配置](http://pic.xiahunao.cn/[转]Oh My Zsh,安装,主题配置)



