齿形有多种形式,其中以渐开线齿形最为常见。渐开线齿形常用的加工方法有两大类,即成形法和展成法。
1铣齿采用盘形模数铣刀或指状铣刀铣齿属于成形法加工,铣刀刀齿截面形状与齿轮齿间形状相对应。

也属于成形法加工,成形砂轮磨齿机结构简单,效率高,精度可达3级以上,可适用于成批生产,对齿数少(例如少于10个)的齿轮尤为合适。
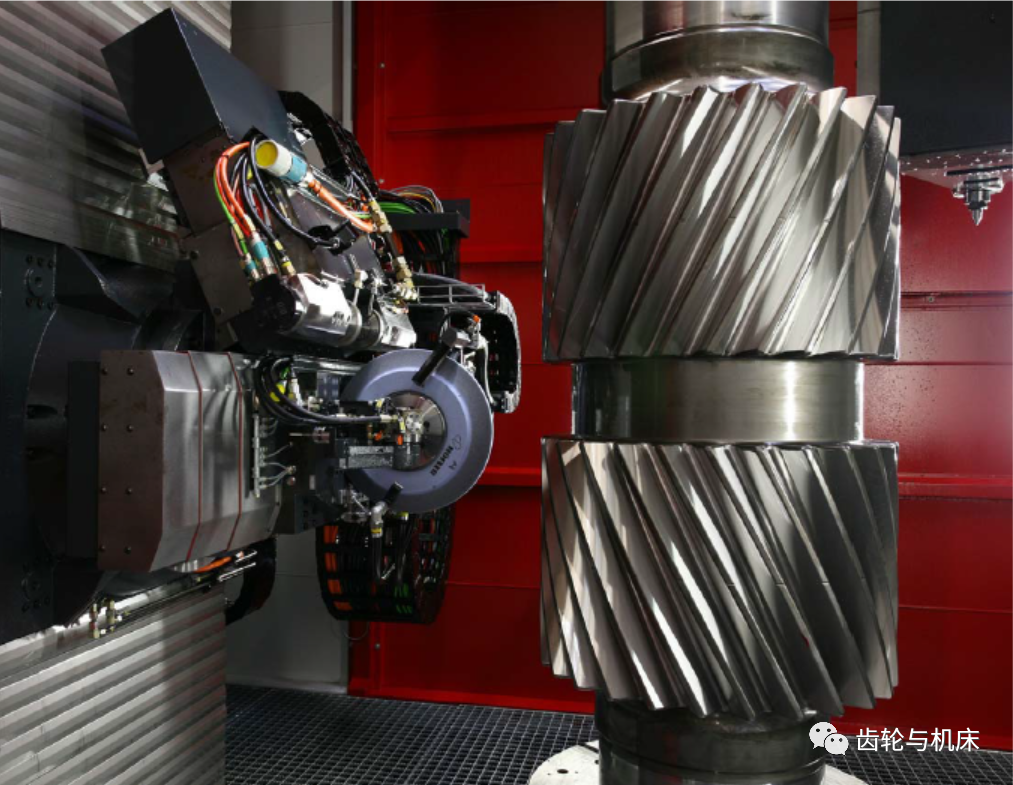
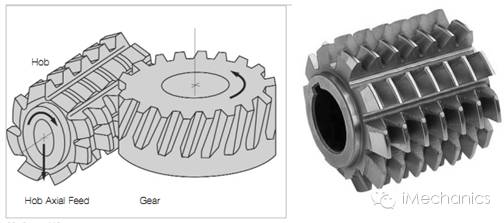
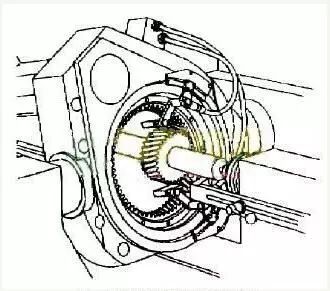
属于展成法加工,其工作原理相当于一对螺旋齿轮啮合。齿轮滚刀的原型是一个螺旋角很大的螺旋齿轮,因齿数很少(通常齿数z = 1),牙齿很长,绕在轴上形成一个螺旋升角很小的蜗杆,再经过开槽和铲齿,便成为了具有切削刃和后角的滚刀。滚齿生产率较高,加工的通用性较好,既可加工圆柱齿轮,又能加工蜗轮;既可加工渐开线齿形,又可加工圆弧、摆线等齿形;同时也可加工大模数齿轮,大直径齿轮。因而滚齿是目前应用最广的一种齿轮加工方法。

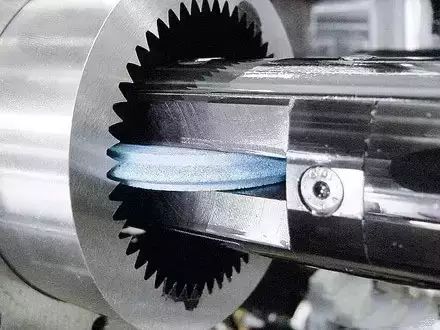
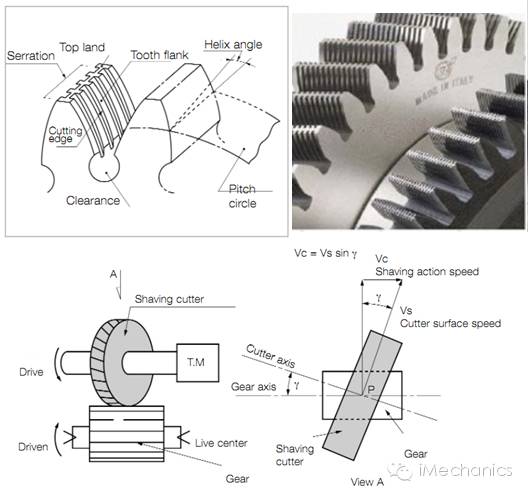
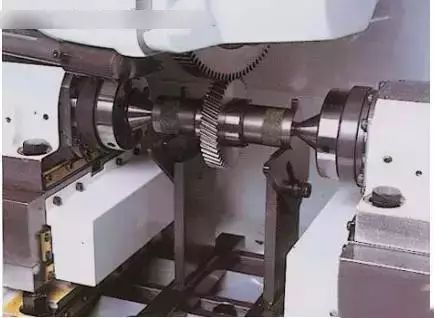
剃齿加工是根据一对螺旋角不等的螺旋齿轮啮合的原理,利用剃齿刀与齿轮工件的啮合传动,从齿轮工件的齿面切削去微小的加工余量,进行剃削。剃齿刀与被切齿轮的轴线空间交叉一个角度,它们的啮合为无侧隙双面啮合的自由展成运动。剃齿加工属于齿轮的精加工,但只能用于非淬硬的齿轮(硬度小于35HRC),通过剃齿加工通常能提高齿轮精度一个等级。
插齿是除滚齿以外常用的一种利用展成法的切齿工艺。插齿时,插齿刀与工件相当于一对圆柱齿轮的啮合。插齿刀的往复运动是插齿的主运动,而插齿刀与工件按一定比例关系所作的圆周运动是插齿的进给运动。


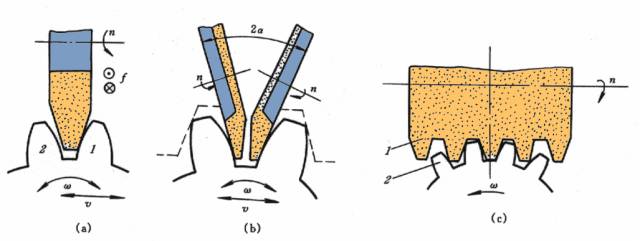
展成法磨齿的切削运动与滚齿相似,是一种齿形精加工方法,特别是对于淬硬齿轮,往往是唯一的精加工方法。展成法磨齿可以采用蜗杆砂轮磨削,也可以采用锥形砂轮或碟形砂轮磨削。
珩齿原理与剃齿相似,珩轮与工件类似于一对螺旋齿轮呈无侧隙啮合,利用啮合处的相对滑动,并在齿面间施加一定的压力来进行珩齿。
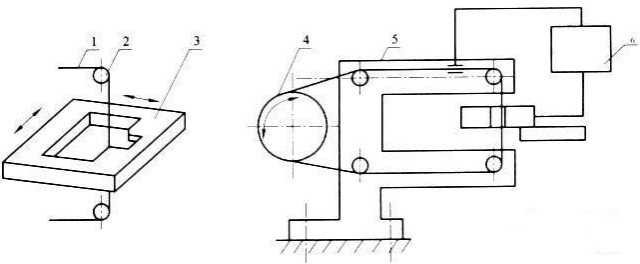
电火花线切割简称线切割。它是在电火花穿孔、成形加工的基础上发展起来的。它不仅使电火花加工的应用得到了发展,而且某些方面已取代了电火花穿孔、成形加工。
声明:本公众号转载文章出于非商业性学习目的,如转载稿涉及版权等问题,请立即联系我们,我们会予以更改或删除相关文章,保证您的权益。

![python中[-1]、[-1]、[-1]、[n-1]使用方法](http://pic.xiahunao.cn/python中[-1]、[-1]、[-1]、[n-1]使用方法)







)

函数的用法)
![[SimplePlayer] 1. 从视频文件中提取图像](http://pic.xiahunao.cn/[SimplePlayer] 1. 从视频文件中提取图像)



方法)


